Szeretne azonnal értesülni a legfontosabb hírekről?
Az értesítések bekapcsolásához kattintson a "Kérem" gombra!
Az értesítés funkció az alábbi böngészőkben érhető el: Chrome 61+, Firefox 57+, Safari 10.1+
Köszönjük, hogy feliratkozott!
Hoppá!
Valami hiba történt a feliratkozás során, az oldal frissítése után kérjük próbálja meg újra a fejlécben található csengő ikonnal.
Már feliratkozott!
A böngészőjében az értesítés funkció le van tiltva!
Ha értesítéseket szeretne, kérjük engedélyezze a böngésző beállításai között, majd az oldal frissítése után kérjük próbálja meg újra a fejlécben található csengő ikonnal.
[{"available":true,"c_guid":"3a59d08a-de3d-443b-9a2c-4738f191f235","c_author":"Nemes Nikolett","category":"360","description":"A nyári szezon előtt az edzőtermek ezerrel hirdetik a kedvezményekkel megtámogatott, néhány hetes „bikiniprogramokat”, amelyek jól hangzanak ugyan, de csodát azért nem érdemes várni tőlük: könnyű belebukni, és még többet visszahízni, mint ahány kilóval eleve belevágtunk. Min múlik, hogy ki adja fel idejekorán az életmódváltást, és viszi sikerre? Mi kell ahhoz, hogy tudjuk tartani a heti egykilós fogyást, és közben izmosodjunk is? Miért jóval kisebb a napi húszezer lépés hatékonysága, mint amekkorát tulajdonítunk neki? Személyi edzőt kérdeztünk.","shortLead":"A nyári szezon előtt az edzőtermek ezerrel hirdetik a kedvezményekkel megtámogatott, néhány hetes „bikiniprogramokat”...","id":"20250602_Bikinitest-beach-body-nyari-forma-bikini-program-fogyas-edzes-sport-dieta-etrend-jojo-effektus","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/3a59d08a-de3d-443b-9a2c-4738f191f235.jpg","index":0,"item":"23755a1e-43f8-423c-8271-19d072da34b6","keywords":null,"link":"/360/20250602_Bikinitest-beach-body-nyari-forma-bikini-program-fogyas-edzes-sport-dieta-etrend-jojo-effektus","timestamp":"2025. június. 02. 13:30","title":"Tényleg van értelme a nyári formára gyúrni? És hogyan csináljuk, hogy jó is legyen?","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":true,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null},{"available":true,"c_guid":"038b0a89-8978-49f5-89e4-ff06383b8c29","c_author":"HVG","category":"cegauto","description":"A németországi munkahelyek mintegy negyedét szüntetnék meg öt év alatt. ","shortLead":"A németországi munkahelyek mintegy negyedét szüntetnék meg öt év alatt. ","id":"20250603_20000-dolgozo-tavozott-Volkswagentol","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/038b0a89-8978-49f5-89e4-ff06383b8c29.jpg","index":0,"item":"df019925-a8ca-4c2b-ac5b-a301ef49109c","keywords":null,"link":"/cegauto/20250603_20000-dolgozo-tavozott-Volkswagentol","timestamp":"2025. június. 03. 16:53","title":"Már 20 ezer dolgozó távozott a Volkswagentől","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":false,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null},{"available":true,"c_guid":"e1bd82ff-feb5-4323-97f9-bbc7f033b76f","c_author":"HVG","category":"gazdasag.ingatlan","description":"A Magyar Posta több mint 5 milliárdos pluszban zárta 2024-et, a cég Nagy Márton döntése értelmében osztalékként átad mintegy 476 ingatlant összesen 4,8 milliárd forint értékben tulajdonosának, a magyar államnak.","shortLead":"A Magyar Posta több mint 5 milliárdos pluszban zárta 2024-et, a cég Nagy Márton döntése értelmében osztalékként átad...","id":"20250603_magyar-posta-osztalek-nyereseg-allam-ingatlan-atadas","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/e1bd82ff-feb5-4323-97f9-bbc7f033b76f.jpg","index":0,"item":"94c7c7b5-837c-4738-8725-c120957462fc","keywords":null,"link":"/ingatlan/20250603_magyar-posta-osztalek-nyereseg-allam-ingatlan-atadas","timestamp":"2025. június. 03. 21:13","title":"Ingatlanok formájában fizet osztalékot az államnak a Posta","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":false,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null},{"available":true,"c_guid":"0ed8fb0e-4766-4b3d-8280-c79dbf0a2166","c_author":"HVG","category":"itthon","description":"Jeszenszky Géza a kórházból nyilatkozott nem sokkal azután, hogy rátámadtak az utcán. Reagált arra is, hogy a fia szerint „évek óta a Sátánt szolgálja”.","shortLead":"Jeszenszky Géza a kórházból nyilatkozott nem sokkal azután, hogy rátámadtak az utcán. Reagált arra is, hogy a fia...","id":"20250603_jeszenszky-geza-jeszenszky-zsolt-tamadas-korhaz-mutet","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/0ed8fb0e-4766-4b3d-8280-c79dbf0a2166.jpg","index":0,"item":"698847c9-e6b9-456d-a499-f0c47dad900c","keywords":null,"link":"/itthon/20250603_jeszenszky-geza-jeszenszky-zsolt-tamadas-korhaz-mutet","timestamp":"2025. június. 03. 22:03","title":"Jeszenszky Géza reagált fia szavaira: Elsősorban őt sajnálom","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":false,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null},{"available":true,"c_guid":"333345d5-bce4-4bc0-b13b-f30f09b858e6","c_author":"HVG","category":"cegauto","description":"A Super Mustang Mach-E az elképesztően erős elektromos hajtásról és a brutális leszorítóerőről szól.","shortLead":"A Super Mustang Mach-E az elképesztően erős elektromos hajtásról és a brutális leszorítóerőről szól.","id":"20250603_elgurultak-a-ford-gyogyszerei-orult-szornyeteg-bukkant-fel-super-mustang-mach-e","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/333345d5-bce4-4bc0-b13b-f30f09b858e6.jpg","index":0,"item":"ffc2c22b-9f6a-48fe-9c62-9a1bd04eb9dd","keywords":null,"link":"/cegauto/20250603_elgurultak-a-ford-gyogyszerei-orult-szornyeteg-bukkant-fel-super-mustang-mach-e","timestamp":"2025. június. 03. 06:41","title":"Elgurultak a Ford gyógyszerei, őrült szörnyeteg bukkant fel","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":false,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null},{"available":true,"c_guid":"98914469-8dcb-44b2-9ba9-c24593ec60a7","c_author":"HVG","category":"tudomany","description":"Nyomáscsökkenést észleltek a NASA Psyché űrszondájának üzemanyagrendszerében, de szerencsére az amerikai űrügynökség mérnökei meg tudták oldani a problémát.","shortLead":"Nyomáscsökkenést észleltek a NASA Psyché űrszondájának üzemanyagrendszerében, de szerencsére az amerikai űrügynökség...","id":"20250602_nasa-psyche-urszonda-hiba-nyomascsokkenes-uzemanyagrendszer-javitas","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/98914469-8dcb-44b2-9ba9-c24593ec60a7.jpg","index":0,"item":"330709a2-3d55-4121-8982-a3352b189b50","keywords":null,"link":"/tudomany/20250602_nasa-psyche-urszonda-hiba-nyomascsokkenes-uzemanyagrendszer-javitas","timestamp":"2025. június. 02. 16:03","title":"Bajba került a NASA űrszondája, ami egy olyan aszteroida felé tart, amely mindenkit csúcsgazdaggá tehetne a Földön","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":false,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null},{"available":true,"c_guid":"bb7763bf-f885-41c6-abbb-d1e5d864b097","c_author":"HVG","category":"itthon","description":"Viharos időre lehet számítani kedden.","shortLead":"Viharos időre lehet számítani kedden.","id":"20250603_figyelmeztetes-zivatar-veszely-vihar-jegeso-ebx","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/bb7763bf-f885-41c6-abbb-d1e5d864b097.jpg","index":0,"item":"ab07d0f4-2a66-4b83-8ae4-25f4f02c8037","keywords":null,"link":"/itthon/20250603_figyelmeztetes-zivatar-veszely-vihar-jegeso-ebx","timestamp":"2025. június. 03. 05:23","title":"Szinte az egész országra figyelmeztetést adtak ki zivatarveszély miatt","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":false,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null},{"available":true,"c_guid":"90ddb931-c8b3-418a-b36b-77a566cd3214","c_author":"HVG","category":"itthon","description":"A mezőtúri Lázárinfót zavarta meg Szabó Bálint, aki múlt pénteken, mindössze két nap után szabadulhatott a szombathelyi börtönből, miután szülei és egy „londoni magyar állampolgár” kifizették az óvadékát.","shortLead":"A mezőtúri Lázárinfót zavarta meg Szabó Bálint, aki múlt pénteken, mindössze két nap után szabadulhatott a szombathelyi...","id":"20250603_szabo-balint-borton-ovadek-lazar-janos-mezotur-forum","image":"https://img.hvg.hu/Img/ffdb5e3a-e632-4abc-b367-3d9b3bb5573b/90ddb931-c8b3-418a-b36b-77a566cd3214.jpg","index":0,"item":"71d8207c-313e-4787-b25d-c9693c58e8c1","keywords":null,"link":"/itthon/20250603_szabo-balint-borton-ovadek-lazar-janos-mezotur-forum","timestamp":"2025. június. 03. 18:56","title":"Szabó Bálint idő előtt szabadult a börtönből, kedden már Lázár János fórumán trombitált","trackingCode":"RELATED","c_isbrandchannel":false,"c_isbrandcontent":false,"c_isbrandstory":false,"c_isbrandcontentorbrandstory":false,"c_isbranded":false,"c_ishvg360article":false,"c_partnername":null,"c_partnerlogo":"00000000-0000-0000-0000-000000000000","c_partnertag":null}]
Az acél karácsonyfa önmagában meglepő eredmény, de ennél sokkal hasznosabb alkalmazási területei is vannak a 3D nyomtatási technológia ipari alkalmazásának. A Siemens berlini gázturbinagyárában megnéztük, hogyan születnek olyan alkatrészek, amelyeket fél évvel ezelőtt még le sem tudtak volna gyártani. Lehet-e gázturbinát nyomtatni?
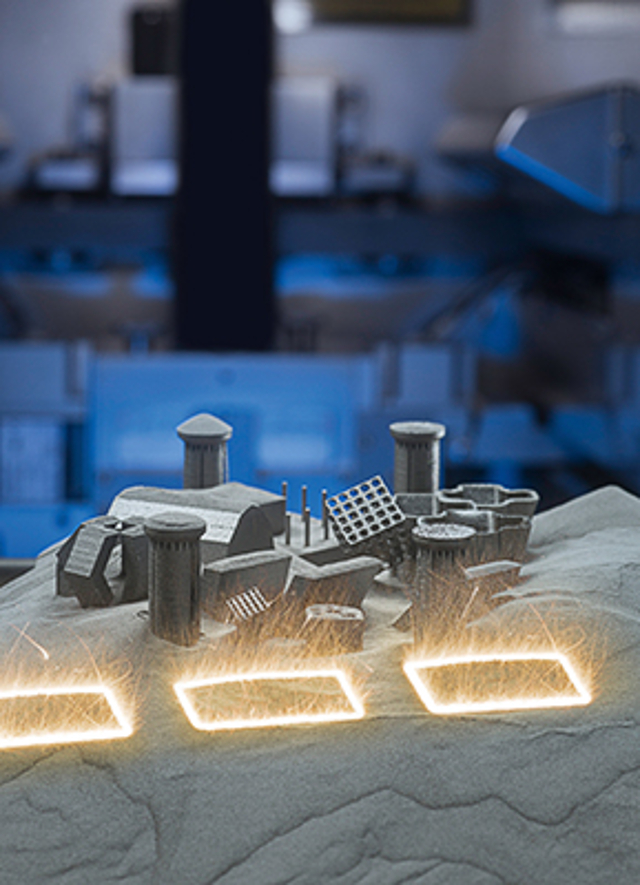
A 3D nyomtatás körüli hype és a technológiában rejlő lehengerlő potenciál ellenére maga a tevékenység fizikai megjelenésében meglehetősen alulmúlja az ember várakozásait. Az izgalmas prezentációk és hosszas beszélgetések után izgatottan léptünk be nemzetközi újságírók egy csoportjával a Siemens németországi 3D kutatólaborjába, hogy szemügyre vehessük, hogyan készülnek a cég által gyártott gázturbinák egyes alkatrészei.
A húsz négyzetméteres helyiségben mindössze három nagyobb gépezet van, ezek szemmagasságban elhelyezett ablakán lehet kukucskálni. A berendezések erősen emlékeztetnek a mikrohullámú sütőre, csak éppen nem a teában felejtett kanál szikrázik benne, hanem szürke acélporon cikázó lézernyaláb, ami viszont láthatatlan, így csak a szikra marad vizuális élménynek. Ez a jelenség azonban lázban tartja a német óriásvállalat mérnökeit, bár nem a látvány, inkább a végeredmény miatt, ugyanis a technológiával olcsóbbá és gyorsabbá válik a bonyolult szerkezetű acél alkatrészek előállítása.
Tervezőasztalról a gyártósorra
Siemens
"Amikor a lézer találkozik az acélporral, az 1500 Celsius-fok fölé hevül, a részecskék pedig összeolvadnak. Egy számítógép vezérli a lézernyaláb útját, ami egy beprogramozott mintát rajzol át, majd ahogy a végére ér, az egész tálca alig érzékelhető módon megsüllyed, és egy szkennerre emlékeztető gépezet 0,05 mm-es újabb acélréteget hint a munkalapra. Ekkor a folyamat kezdődik előröl" – magyarázta a "nyomtatás" folyamatát Ursus Krüger, a 3D kutatócsoport vezetője.
Új ipari forradalom?
A 3D nyomtatás leggyakoribb alkalmazásterülete a rapid prototípus-készítés, amely nem újdonság az ipari alkalmazás területén sem, ám a tömeggyártás folyamatában eddig még nem alkalmazták. A hagyományos ipari eljárásokkal szemben, a 3D nyomtatásnál a tárgyat apró részek összeragasztásával alkotják meg, amíg a hagyományos ipari gyártási folyamatokban általában forgácsolással, marással egy nagyobb tömb nyersanyagból hozzák létre.
Nyomtassa ki otthon!
A 3D nyomtatók ma már a lakossági fogyasztók számára is elérhetővé váltak, akár a nappaliban is elkészíthetőek egyedi, személyre szabott tárgyak. Az otthoni és kis szériás tárgyalkotás, a profi és hobbi-designerek igényeinek kiszolgálására alapított céget a hazai internet fejlődésében és a magyar startup ökoszisztémában is ismert Simó György kockázati befektető. "A 3D nyomtatás Magyarországon egyelőre kísérleti fázisban van. Ugyan megjelentek már az első vásárlók, az úgynevezett early adopterek, akik fogékonyak az új technológiákra, ám még várni kell az áttörésre" – mondta el kérdésünkre, majd hozzátette, hogy a jelenlegi megrendelők között ügynökségeket, designereket vagy tervezőket találni, akik jellemzően kísérletező kisvállalkozások. De azért ékszertervezők és iskolák is vannak a vásárlók között. A befektető szerint az iskolai használat bevezetése az egyik kulcseleme a technológia terjesztésének, ami véleménye szerint egyre inkább feljövőben van. "Persze sok múlik a magyar piac felvevőképességén és a gazdaság teljesítményén is. Értelemszerűen egy konjunkturális gazdaságban gyorsabban végbemegy ez a folyamat" – mondja a 3D technológián alapuló szolgáltatásokat kínáló FRE3DEE printing solutions alapítója. A cég honlapján négy különböző nyomtatót lehet megrendelni, ezek ára félmillió és 1,3 millió forint között mozog.
Az első 3D nyomtatókat a 80-as évek elején fejlesztették ki, ezek gyorsan száradó műanyagot használtak, amely egymásra rétegeződéséből háromdimenziós tárgyak születtek. Ez forradalmian egyszerűsítette a tervezés folyamatában használt prototípusok, tesztdarabok gyártását, de a világ nagy ipari gyártói, mint a General Electric, az EADS vagy Siemens most átviszik a technológiát a tervezői laborból a gyártósorra.
Bármilyen forma kinyomtatható
Siemens
A repülőgép-alkatrészek gyártása terén is új távlatok nyílnak, a kínai Északnyugati Műszaki Egyetem 5 méter hosszúságú titán tartóelemeket nyomtatott civil utasszállítók számára, sorozatgyártásuk pedig 2016-ban kezdődik. A brit légierő egyik Tornado repülőgépébe 3D nyomtatóval készített alkatrészeket építettek be, az alkotóelemeket a Brit Királyi Légierő (RAF) megbízásából a BAE Systems hadiipari konszern gyártotta le. A RAF azt reméli, hogy 2017-ig a 3D-nyomtatásnak köszönhetően a repülőgépek üzemeltetése, karbantartása és javítása során összesen több mint 1,2 millió fontot takaríthat meg. Bastian Schaefer, az Airbus szakembere pedig olyan tervet készített, ami várhatóan 2050-re valósulhat meg: szeretné elérni, hogy hangár méretű 3D nyomtatókkal lehessen létrehozni repülőgépeket.
"Ezeket a technológiákat ma egy kalap alá veszik, de a folyamat valójában már nem sok közösséget mutat a háztartások számára is elérhető 3D nyomtatókkal. Szakmai berkekben ezt additív gyártásnak nevezzük" – mondja Krüger. A lézer alapú – úgynevezett SLM (Selective Laser Melting) – technológiával ma már lehetséges kerámiát és különböző fémeket (mint az acél, alumínium, vagy akár a titánium) is megmunkálni. A technológia elérte azt a pontot, ahonnan már lehetővé vált ipari hasznosítása is. "Az eljárás legnagyobb előnye, hogy lehetővé teszi olyan komplex és egyedi alkatrészek legyártását, amelyekre csak kis mennyiségben van szükség, így jelentősen csökkenteni lehet a gyártási költségeket" – magyarázza a szakember.
Vannak olyan alkatrészek, amelyeket korábban le sem tudtak gyártani
A Siemens gázturbina gyára Berlin külvárosában található. Az óbudai gázgyárra emlékeztető, múlt század elején épült létesítményben a XXI. századi technológiával gyártják, és fejlesztik a gépeket. A látogató a 130 ezer négyzetméteres terület bejárásakor betekinthet a kulisszák mögé, és megismerheti a hatalmas gépek működését. A gázturbinák hatásfoka annál nagyobb, minél nagyobb a bemenő részbe érkező gáz hőmérséklete, ami gyakran megközelíti az 1500 fokot is. Ezt a hőmérsékletet a turbinalapátok nem bírják elviselni, így az égéstérhez legközelebb elhelyezkedő lapátokat hűteni kell ahhoz, hogy el ne olvadjanak. Ezért belső levegőjáratokat vájnak beléjük, felületükre pedig gondosan megtervezett elrendezésben lyukakat helyeznek el, hogy a kompresszorból odavezetett hideg levegő megfelelően hűtse a lapátok felületét.
Ezeknek a bonyolult daraboknak az előállítása korábban több lépésben készült, amit a lézertechnológiás nyomtatás nemcsak leegyszerűsít, hanem 4 hónappal megrövidíti a gyártás idejét is. Ez persze csak ezekre a komplex darabokra igaz, a hátrébb elhelyezkedő lapátokat nem éri ilyen intenzív terhelés, ezért nem rendelkeznek hűtőjáratokkal és lyukakkal, így előállításuk is gazdaságosabb hagyományos módon.
Nem csak a gyártási idő, a költségek is csökkenek
Siemens
Egy másik alkotórész, az úgynevezett égőkamra, amely a gáz áramoltatására hivatott, egy vékony falú, hajlított alkatrész, amiben apró csatornák vezetnek, és rendkívül körülményes és időigényes legyártása az eddig használt öntő- és marógépekkel. Ellenben az új technológiának köszönhetően egy lépésben "kinyomtatható" mindössze néhány nap alatt, a korábbi többhetes gyártási idővel szemben, ami 90 százalékos időmegtakarítást jelent, és költségeken is 30 százalékot lehet fogni, ugyanis szinte egyáltalán nem keletkezik hulladék a gyártásban. A meghibásodott, például törött darabokat pedig nem kell teljes egészében kicserélni, a hiányzó részt egyszerűen hozzá lehet nyomtatni a sérült darabhoz.
Nyomtassa ki otthon!
A 3D nyomtatók ma már a lakossági fogyasztók számára is elérhetővé váltak, akár a nappaliban is elkészíthetőek egyedi, személyre szabott tárgyak. Az otthoni és kis szériás tárgyalkotás, a profi és hobbi-designerek igényeinek kiszolgálására alapított céget a hazai internet fejlődésében és a magyar startup ökoszisztémában is ismert Simó György kockázati befektető. "A 3D nyomtatás Magyarországon egyelőre kísérleti fázisban van. Ugyan megjelentek már az első vásárlók, az úgynevezett early adopterek, akik fogékonyak az új technológiákra, ám még várni kell az áttörésre" – mondta el kérdésünkre, majd hozzátette, hogy a jelenlegi megrendelők között ügynökségeket, designereket vagy tervezőket találni, akik jellemzően kísérletező kisvállalkozások. De azért ékszertervezők és iskolák is vannak a vásárlók között. A befektető szerint az iskolai használat bevezetése az egyik kulcseleme a technológia terjesztésének, ami véleménye szerint egyre inkább feljövőben van. "Persze sok múlik a magyar piac felvevőképességén és a gazdaság teljesítményén is. Értelemszerűen egy konjunkturális gazdaságban gyorsabban végbemegy ez a folyamat" – mondja a 3D technológián alapuló szolgáltatásokat kínáló FRE3DEE printing solutions alapítója. A cég honlapján négy különböző nyomtatót lehet megrendelni, ezek ára félmillió és 1,3 millió forint között mozog.
Olyan összetevők legyártása is lehetségessé vált az SLM technológiával, mint az égéskamra fúvókája, ami olyan komplex, hogy az eddig ismert módszerekkel le sem tudnák gyártani. "Az alkatrészek formáinak és alakjának a jövőben többé már nem a présgépek és marógépek paraméterei szabnak határt, hanem a tervezőprogram korlátai" – mondja Martin Schafer, aki már a 90-es évektől foglalkozik a technológiával.
A 3D gépek mérete növelhető, így lehetővé válhat az egyre nagyobb alkotórészek gyártása, amit több lézernyaláb alkalmazásával fel is lehet gyorsítani – mutat rá a technológia fejleszthetőségére Krüger. Az ipari termelésben minden perc gyárleállás komoly veszteséggel jár, így a lehető leggyorsabban kell a pótalkatrészeket leszállítani. A korábban említett gázturbinák esetében egy égőkamra pótlása például 40 hét. Ezt mindössze 4 hétre lehetne csökkenteni, 30 százalékkal mérsékelve a gyártási költségeket. "Feltételezzük, hogy az egyik vevőnk egyszerűen csak rendel egy ilyet a legközelebbi Siemens szerviz egységtől, ahol SLM technológiával legyártják, megspórolva a szállítási költségeket. Így szükségtelenné válna az alkatrészek raktárazása is, elegendő lenne a digitális vázlatokat megőrizni, ami további költségmegtakarítást jelent" – teszi hozzá Krüger.
Nyugtalanító "részletek"
A szervizegységek rendszere azonban ma még nem elérhető, ahogy nem minden alkatrésznél gazdaságosabb a SLM technológia, hiszen egy egyszerű szerkezet esetében gyorsabb és gazdaságosabb is a jelenleg használt gyártósor. Az acélpor kilója ugyanis 100-300 euró között mozog, attól függően, milyen minőségről van szó. Így lesznek olyan alkatrészek, amelyeket valószínűleg soha nem éri majd meg nyomtatni. Az SLM módszer tehát nem leváltja a korábbi gyakorlatokat, csak kiegészíti azokat.
Az újítást övező eufória ellenére azért kihívásokkal is szembe kell nézniük a mérnököknek. Például az acélötvözeteknél – attól függően, hogy milyen terhelést kell majd kibírni a kész terméknek – a szilárdság kérdése meghatározó, és mivel a nyomtatás folyamatánál éppen csak egy pillanatra olvad meg az anyag, itt kevésbé ellenálló darabok kerülnek ki a gépből, mint a hagyományos gyártásnál. Egy másik sajátossága az eljárásnak, hogy a nyomtatóból kikerülő darabok felszíne "szőrös", ami miatt egy plusz csiszolással válik csak teljessé a folyamat. Ezeknek a problémáknak a megoldásán már dolgoznak, Olaf Rheme szerint 5-10 éven belül jó eséllyel kiküszöbölhetik ezeket, és addigra már kiépülhet a szervizegységek rendszere is.
Magyarországon is készülnek gázturbina-alkatrészek
A Siemens budapesti telephelyén készülnek a gázturbina egyes alkatrészei, például a turbinalapátok is, így felmerült a kérdés, hogy az additív technológia széleskörű terjedésével, mondjuk tíz év múlva nem váltja-e ki a jelenlegi budapesti gyártósort. Megkérdeztük a gyár vezetőjét, Jan Marc Lischkát, hogy mennyire fenyegeti a gyár jövőbeni helyzetét az SLM módszer bevezetése, amire elmondta, hogy Magyarországon nem a bonyolult hűtőrendszerrel ellátott darabok készülnek, hanem a turbina kompresszor részében használt lapátok, amelyek kevésbé bonyolult szerkezetűek, így nem érné meg őket "nyomtatni", ezeket továbbra is az eddig ismert technológiával gyártják majd.
Ha a cikket érdekesnek találta, látogasson el a hvg gazd Facebook-oldalra, és nyomjon rá egy "Tetszik"-et. Plusztartalmakat is talál!
Mi állhat amögött, hogy Mészáros Lőrinc, aki eddig szinte soha nem kommunikált közvetlenül a nyilvánossággal, most saját neve alatt, személyes hangvételű levélben válaszol a kritikákra?
Egyre több kormánypárti szavazó gondolja úgy: a Magyar Péter által nyilvánosságra hozott hangfelvétel bizonyíték arra, hogy Orbánék becsapják a szavazókat.